Ваш город
Москва (Россия )?
Москва (Россия )?
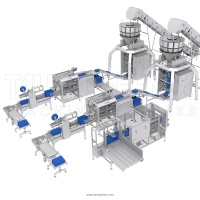
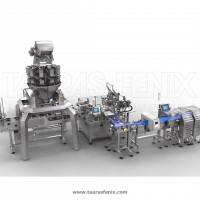
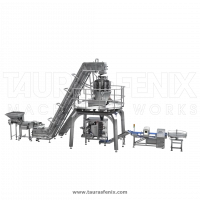
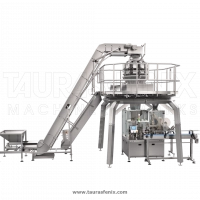
Линия TAURAS-FENIX для контроля, подачи, весового дозирования и фасовки замороженных котлет в гофрокороба American Case. Проект в Калининградской области.




Комплекс фасовки замороженных котлет в гофрокороба American Case пр...
ПодробнееКомплекс фасовки замороженных котлет в гофрокороба American Case предназначен для автоматической подачи, контроля, весового дозирования и фасовки мясных полуфабрикатов в готовую транспортную тару.
Проект реализован в Калининградской области для одного из крупнейших российских производителей мясной продукции. Комплекс внедрён на современном мясоперерабатывающем предприятии, где важно быстро передать замороженный продукт с участка хранения на фасовку, не допустить оттаивания, обеспечить контроль металлов и стабильно сформировать массу короба.
Для предприятий, которые подбирают упаковочное оборудование в Калининградской области, эта линия показывает практическую схему автоматизации: от контроля замороженных котлет на металлодетекторе до загрузки продукта в гофрокороб American Case с полиэтиленовым вкладышем.
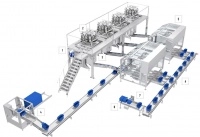
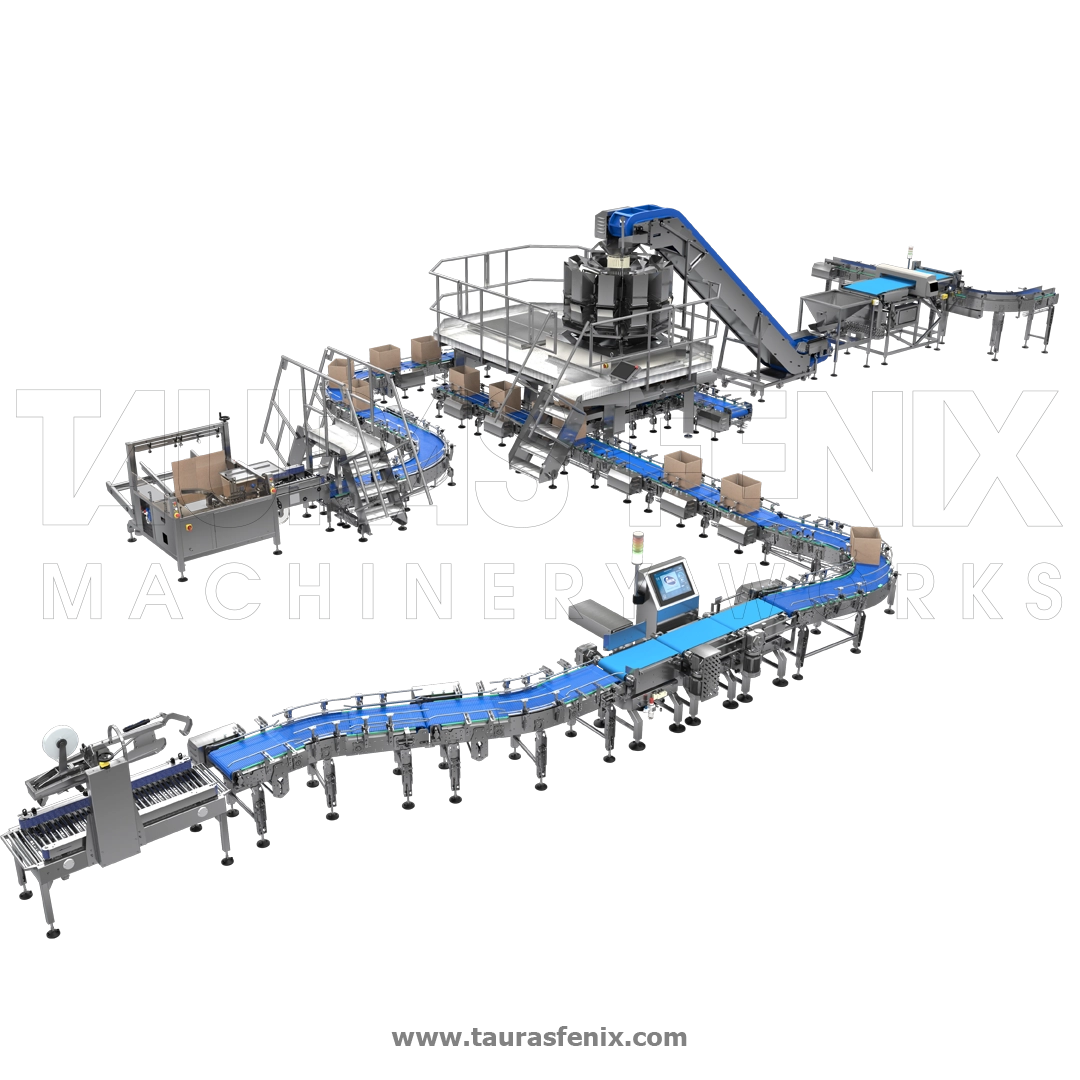
Комплекс объединяет несколько последовательных операций: металлодетекцию, перегрузку продукта, накопление в вибробункере, подачу на мультиголовочный дозатор, весовое комбинационное дозирование, подачу коробов на позицию загрузки, утряску продукта внутри короба и отвод заполненной тары на оборудование заказчика.
Реализованный проект: автоматизированная линия фасовки замороженных мясных полуфабрикатов внедрена на производстве в Калининградской области.
Особенность решения: линия работает с замороженными котлетами при температуре продукта до −20 °C, поэтому маршрут от холодильной камеры до фасовки должен быть максимально коротким и согласованным по скорости.
На входе в линию используется металлодетектор AMATA-MD . Он контролирует продукт перед дальнейшей подачей на фасовочный участок и помогает исключить попадание металлических включений в готовую транспортную тару.
После контроля продукт передаётся на перегрузочный транспортёр в нержавеющем исполнении. Этот участок перемещает замороженные котлеты от металлодетектора к вибробункеру и обеспечивает связь между контролем и дозированием.
Вибробункер используется для накопления и стабилизации подачи продукта на подающий транспортёр. Далее замороженные котлеты перемещаются на рабочую высоту дозатора с помощью Z-образного ленточного транспортёра в нержавеющем исполнении.
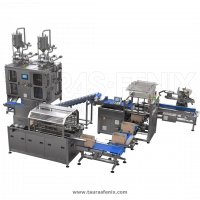
Весовое дозирование выполняет AMATA-КАТЕ-210-R в исполнении под замороженные мясные полуфабрикаты. Дозатор размещается на эстакаде с площадкой , которая обеспечивает рабочую высоту, доступ для обслуживания и возможность удобной интеграции дозатора с транспортной системой коробов.
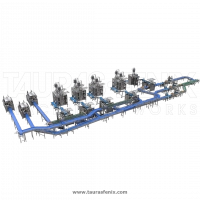
Подача гофрокоробов выполняется через систему транспортёров. Короба принимаются с оборудования заказчика, подаются на позицию загрузки, автоматически позиционируются под дозатором, проходят утряску продукта в коробе и далее передаются на отводящий транспортный участок.
Состав технологического маршрута: металлодетектор контролирует продукт, транспортёры передают котлеты к дозатору, AMATA-КАТЕ-210-R формирует дозу, а система транспортёров коробов подаёт тару на загрузку и отводит заполненные короба дальше по линии.
Линию выбирают для мясоперерабатывающих производств, где замороженные котлеты нужно дозировать по массе и фасовать в транспортные короба с полиэтиленовым вкладышем.
Замороженные котлеты поступают на участок металлодетекции. Продукт проходит через контролирующее окно металлодетектора, где система проверяет наличие металлических включений. При обнаружении металла продукт отбраковывается до передачи на дальнейший фасовочный маршрут.
После контроля котлеты перемещаются перегрузочным транспортёром к вибробункеру. Вибробункер помогает стабилизировать поток продукта перед подачей на дозатор и снижает риск неравномерной загрузки фасовочного участка.
Далее подающий транспортёр перемещает продукт к мультиголовочному дозатору. Скорость транспортёра регулируется частотным преобразователем, чтобы согласовать подачу котлет с работой весовых корзин дозатора.
AMATA-КАТЕ-210-R распределяет продукт по рабочим зонам, формирует дозу по массе и сбрасывает её в подготовленный гофрокороб. Для стабильной точности дозирования масса дозы должна быть согласована с массой одной котлеты и количеством изделий в коробе.
Гофрокороба подаются с участка заказчика по отдельной системе транспортёров. Короб принимается на высоте второго уровня, спускается на рабочий участок загрузки, позиционируется под дозатором и принимает дозу продукта.
В процессе загрузки используется утряска продукта в коробе. Она помогает распределить замороженные котлеты внутри полиэтиленового вкладыша, стабилизировать заполнение и подготовить короб к дальнейшему перемещению.
После заполнения короб передаётся на отводящие транспортёры и дальше на оборудование заказчика: закрытие, заклейку, маркировку, накопление или следующий логистический участок.
Практическая выгода: линия сокращает ручные операции при фасовке замороженных котлет, помогает стабилизировать массу короба и связывает контроль, дозирование и подачу тары в единую технологическую схему.
Металлодетектор AMATA-MD применяется для контроля замороженного продукта перед фасовкой в транспортную тару. Система помогает выявлять металлические включения и исключать их попадание в дальнейший упаковочный маршрут.
Для мясных полуфабрикатов контроль перед фасовкой особенно важен: после загрузки продукта в полиэтиленовый вкладыш и короб доступ к отдельным изделиям становится сложнее, поэтому проверку целесообразно выполнять до дозирования.
Фактическая чувствительность металлодетектора зависит от характеристик продукта, его температуры, влажности помещения и условий эксплуатации. Для каждого продукта параметры контроля уточняются при испытаниях и пусконаладке.
Роль металлодетекции: проверить продукт до фасовки в короб и обеспечить дополнительный контроль качества на участке транспортной упаковки.
Подача продукта организована через перегрузочный транспортёр, вибробункер и подающий транспортёр. Такое построение помогает связать участок контроля с весовым дозированием и обеспечить равномерный поток продукта.
Перегрузочный транспортёр перемещает котлеты от металлодетектора до вибробункера. Вибробункер накапливает продукт и помогает выровнять подачу перед основным транспортёром.
Z-образный ленточный транспортёр подаёт продукт на рабочую высоту дозатора. Конструкция с модульной лентой и нержавеющим исполнением подходит для задач пищевого производства, где важны санитарность и устойчивость к регулярной мойке.
Для замороженных полуфабрикатов важно, чтобы продукт проходил путь от холодильной камеры до фасовки максимально быстро. Это снижает риск оттаивания, налипания на элементы дозатора и ухудшения точности веса.
Параметры подбора: температура продукта, форма котлет, масса единицы, толщина, диаметр, устойчивость к механическому воздействию и допустимое время до фасовки.
AMATA-КАТЕ-210-R применяется для весового комбинационного дозирования замороженных котлет. Дозатор подбирает комбинацию весовых корзин, максимально близкую к заданной массе короба, и передаёт продукт в подготовленную тару.
Для этого проекта используется 10 взвешивающих корзин. Пределы фасования в один сброс составляют от 100 до 2500 г, а дискретность отсчёта веса — 0,1 г.
Для получения стабильных показателей по производительности и точности веса массу дозы рекомендуется формировать кратно массе одного изделия. Это особенно важно для котлет, где каждая единица продукта имеет заданную массу, толщину и габарит.
Дозатор устанавливается на эстакаде с площадкой . Площадка обеспечивает доступ персонала к дозатору для обслуживания, настройки и санитарной обработки.
Ключевой параметр: точность дозирования зависит от массы одной котлеты, стабильности формы, температуры продукта, скорости подачи и согласования дозы с количеством изделий в коробе.
Линия работает с четырёхклапанными картонными коробами типа American Case. Внутрь гофрокороба на стороне заказчика вкладывается полиэтиленовый мешок, после чего короб подаётся на участок загрузки.
Для продукта используются два основных типоразмера короба: 395×295×210 мм и 395×295×225 мм. Выбор высоты зависит от формата котлет, количества изделий в коробе и массы готовой транспортной тары.
Короба принимаются с оборудования заказчика, перемещаются по транспортной системе на позицию загрузки и автоматически позиционируются под дозатором. После заполнения короб передаётся на отводящие транспортёры.
При необходимости линия может быть связана с формирователем гофрокороба и автоматическим заклейщиком гофрокороба , если требуется расширить маршрут подготовки и закрытия транспортной тары.
Критичные параметры тары: размер гофрокороба, качество полиэтиленового вкладыша, устойчивость короба на транспортёре и точность позиционирования под дозатором.
Система подающих транспортёров коробов оснащается узлами утряски продукта. Утряска помогает распределить замороженные котлеты внутри полиэтиленового вкладыша и более равномерно заполнить внутренний объём гофрокороба.
Для мясных полуфабрикатов этот участок особенно важен: изделия имеют фиксированную форму, занимают объём внутри короба и должны размещаться без чрезмерного уплотнения, повреждений и нарушения структуры продукта.
Режим утряски подбирается под формат котлет, массу загрузки, размер короба и допустимое механическое воздействие на продукт.
Практическая задача: распределить продукт внутри короба и повысить повторяемость заполнения транспортной тары.
Линия рассчитана на работу с пищевыми продуктами, поэтому детали, непосредственно контактирующие с продуктом, выполняются из пищевой нержавеющей стали или материалов, допущенных к контакту с пищевой продукцией.
Нержавеющее исполнение предусмотрено для перегрузочного транспортёра, вибробункера, подающего транспортёра, эстакады и узлов, работающих с продуктовым потоком. Это важно для мясоперерабатывающих предприятий, где оборудование должно выдерживать санитарную обработку и регулярную мойку.
Для стабильной работы замороженных полуфабрикатов важно не допускать оттаивания продукта на открытых участках линии. Время прохождения продукта от холодильной камеры до фасовки должно быть минимальным, чтобы снизить риск налипания на вибролотках дозатора и ухудшения точности веса.
Для мясного производства: санитарное исполнение, температура продукта, скорость подачи и маршрут от холодильной камеры до дозатора должны рассматриваться как единый технологический процесс.
Производительность линии заказчика составляет до 2500 кг/час. Фактическая производительность фасовочного комплекса зависит от формата котлет, массы единицы продукта, выбранной массы короба, температуры продукта, стабильности подачи и скорости транспортной системы.
Продукт фасуется при температуре до −20 °C. Для получения наилучших показателей по производительности и точности веса массу дозы рекомендуется согласовывать с массой одного изделия и количеством котлет в коробе.
Готовые короба имеют массу нетто 12 или 13,5 кг в зависимости от продукта. Количество изделий в коробе варьируется от 75 до 300 штук в зависимости от формата котлет.
Система транспортёров коробов работает на высоте около 400±50 мм. Транспортёр спуска коробов принимает тару на высоте 3200 мм и выдаёт гофрокороб на высоте 400 мм от пола.
Логика подбора производительности: скорость подачи продукта, работа металлодетектора, транспортёры, дозатор, позиционирование короба и утряска должны быть согласованы с общей производительностью мясного производства.
Линию стоит выбирать, если производству нужно фасовать замороженные котлеты или аналогичные мясные полуфабрикаты непосредственно в транспортные гофрокороба с полиэтиленовым вкладышем.
Решение подходит для предприятий, где важны металлодетекция, бережная подача замороженного продукта, точное весовое дозирование, высокая производительность и интеграция с существующими транспортными системами коробов.
Для компаний, которые подбирают линию фасовки мясных полуфабрикатов в Калининградской области, этот проект может служить ориентиром по составу оборудования, санитарному исполнению, контролю продукта и организации фасовки в American Case.
Рекомендуемая логика подбора: тип котлет, масса единицы, температура продукта, количество штук в коробе, размер гофрокороба, полиэтиленовый вкладыш и требуемая производительность согласуются как единый технологический маршрут.
Линия предназначена для фасовки замороженных мясных полуфабрикатов в готовые картонные короба. Продукт должен сохранять форму, стабильно перемещаться по транспортёрам и подходить для весового комбинационного дозирования.
Параметры подбора: масса одной котлеты, толщина, диаметр или длина и ширина, температура, хрупкость замороженного продукта, количество изделий в коробе и требуемая масса готовой тары.
Практическая выгода: линия помогает автоматизировать фасовку замороженных мясных полуфабрикатов в транспортные короба, снизить ручной труд и стабилизировать массу готовой тары.
| Назначение | Контроль, подача, весовое дозирование и фасовка замороженных мясных полуфабрикатов в готовые картонные короба. |
| Тип продукции | Замороженные котлеты из говядины, свинины, говядины и свинины. |
| Температура продукта | До −20 °C. |
| Производительность линии заказчика | До 2500 кг/час. |
| Масса одной котлеты | От 44,5 до 182 г в зависимости от формата продукта. |
| Количество изделий в коробе | От 75 до 300 шт. в зависимости от формата котлет и массы короба. |
| Масса нетто короба | 12 или 13,5 кг в зависимости от продукта. |
| Тип транспортной тары | Четырёхклапанный картонный короб типа American Case. |
| Размеры гофрокороба | 395×295×210 мм или 395×295×225 мм. |
| Вкладыш в коробе | Полиэтиленовый мешок, устанавливаемый в гофрокороб перед загрузкой. |
| Металлодетекция | Конвейерный металлодетектор AMATA-MD с закрытой катушечной системой детектирования. |
| Контролирующее окно металлодетектора | 750×125×260 мм. |
| Расчётный размер выявляемой частицы | Чёрный металл — 1,00–1,20 мм; цветной металл — 1,20–1,50 мм; нержавеющая сталь — 1,50–1,75 мм. Фактические значения зависят от продукта и условий эксплуатации. |
| Ширина ленты металлодетектора | 700 мм. |
| Высота транспортёра металлодетектора | 850±25 мм. |
| Степень защиты металлодетектора | Датчик металла — IP66, общее исполнение — IP65. |
| Тип дозатора | Весовой комбинационный радиальный дозатор с шаговыми приводами. |
| Количество взвешивающих корзин | 10. |
| Пределы фасования в один сброс | От 100 до 2500 г. |
| Дискретность отсчёта веса | 0,1 г. |
| Объём вибробункера | 160 л. |
| Подающий транспортёр продукта | Нержавеющее исполнение, модульная лента, частотное регулирование скорости, склиз для выгрузки продукта в дозатор. |
| Транспортёр спуска коробов | Приём коробов на высоте 3200 мм, выход гофрокороба на высоте 400 мм от пола, скорость до 15 м/мин. |
| Система транспортёров коробов | Автоматическое позиционирование коробов в позиции загрузки, узлы утряски продукта в коробе, рабочая высота 400±50 мм. |
| Электропитание продуктовых транспортёров | 220 В, 50 Гц для перегрузочного и подающего транспортёров. |
| Электропитание транспортёров коробов | 380 В, 50 Гц для транспортёра спуска коробов и системы транспортёров. |
| Рабочее давление в пневмосистеме | 0,6 МПа. |
| Расход сжатого воздуха системы транспортёров | До 100 л/мин. |
| Исполнение контактных деталей | Пищевая нержавеющая сталь или материалы, допущенные к контакту с пищевой продукцией. |
| Степень защиты основных транспортных узлов | IP65. |
Важно для подбора: фактическая производительность зависит от температуры продукта, массы одной котлеты, формата короба, количества изделий в коробе, скорости подачи от холодильной камеры и стабильности работы дозатора.
Состав линии подбирается под продукт, температуру, производительность, формат гофрокороба и схему подачи тары на участок загрузки.
Что закрывает этот набор узлов: контроль продукта, подачу замороженных котлет на дозатор, весовое дозирование, подачу коробов под загрузку, утряску продукта и отвод заполненной транспортной тары.
Дополнительные решения для линии подбираются под формат котлет, температуру продукта, размер короба, производительность и схему работы мясоперерабатывающего предприятия.
Рекомендуемая логика выбора: исполнение линии лучше определять после согласования продукта, температуры, массы одной котлеты, количества изделий в коробе, размера гофрокороба, полиэтиленового вкладыша и производительности участка.