Ваш город
Москва (Россия )?
Москва (Россия )?

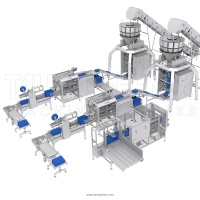
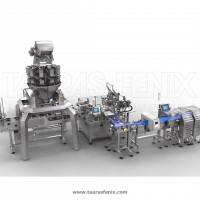
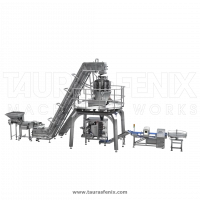
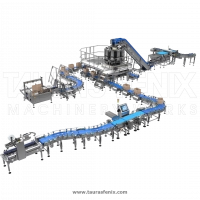
Автоматическая линия TAURAS-FENIX для группирования ПЭТ-канистр, укладки в гофрокороба и последующей заклейки. Проект в Самарской области.
Автоматическая линия укладки ПЭТ-канистр в гофрокороба предназначена для гру...
ПодробнееАвтоматическая линия укладки ПЭТ-канистр в гофрокороба предназначена для групповой упаковки канистр с продукцией после участка розлива. Комплекс принимает поток ПЭТ-канистр, формирует блок заданного формата, укладывает его в гофрокороб и передаёт заполненную тару на заклейку.
Проект изготовлен для одной из крупнейших российских компаний по поставке нефтегазового оборудования предприятиям топливно-энергетического комплекса. Линия реализована в Самаре и рассчитана на автоматизацию участка упаковки непищевой продукции в ПЭТ-канистрах.
Для предприятий, которые подбирают упаковочное оборудование в Самарской области, этот проект показывает практическую схему автоматизации: от приёма канистр после розлива до закрытого гофрокороба, готового к дальнейшему перемещению, складированию или отгрузке.
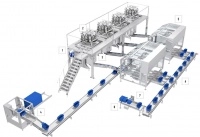
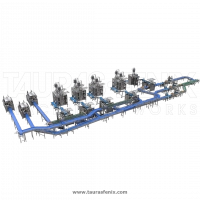
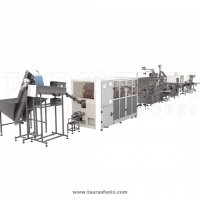
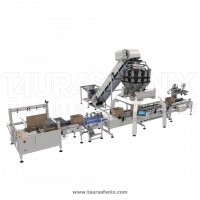
Линия объединяет несколько последовательных операций: приём канистр с транспортёра линии розлива, разворот тары при необходимости, разделение потока на ряды, формирование блока, сборку гофрокороба из заготовки, укладку блока канистр, перемещение заполненного короба и заклейку верхних клапанов.
Реализованный проект: автоматическая линия групповой упаковки ПЭТ-канистр внедрена на производственном участке в Самарской области.
Особенность решения: линия формирует блок ПЭТ-канистр, укладывает его в гофрокороб и автоматически закрывает короб клейкой лентой.
Комплекс выбирают для производств, где после розлива нужно автоматизировать укладку ПЭТ-канистр в транспортные гофрокороба и снизить ручной труд на участке групповой упаковки.
ПЭТ-канистры поступают с транспортёра линии розлива в один ряд и в заданной ориентации. На подающем транспортном участке тара принимается в поток, а для отдельных форматов может выполняться разворот канистр на 180°.
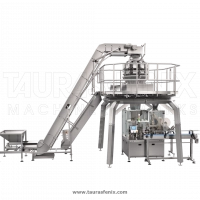
Далее канистры поступают на транспортный модуль со стрелкой, которая разделяет поток на необходимое количество рядов. После этого тара перемещается в зону формирования блока, где разделительные элементы помогают выстроить канистры в заданную схему.
После набора нужного количества канистр срабатывает отсекатель. Сформированный блок перемещается в упаковочный модуль и с помощью подъёмного механизма укладывается в заранее подготовленный гофрокороб.
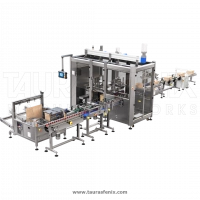
Параллельно на участке формирования коробов из магазина заготовок автоматически собирается гофрокороб. Перед укладкой продукции короб фиксируется механическими зажимами, чтобы обеспечить точное заполнение и стабильное положение тары во время загрузки блока канистр.
После укладки заполненный короб передаётся на участок заклейки. Верхние клапаны закрываются, короб проходит через заклеивающий узел, где фиксируется клейкой лентой, а затем поступает на отводящий транспортёр.
Практическая выгода: линия связывает розлив, группирование канистр, формирование короба, укладку продукции и заклейку транспортной тары в один автоматизированный маршрут.
Канистры поступают на упаковочную линию после розлива. Для корректной дальнейшей укладки важно, чтобы тара двигалась равномерно, не теряла ориентацию и поступала на участок группирования в согласованном темпе.
При работе с отдельными форматами используется устройство разворота канистр на 180°. Это помогает привести тару к требуемой ориентации перед разделением потока и формированием блока.
Транспортные модули согласуются с рабочей высотой линии розлива. Для проекта использовалась стыковка с участком розлива на высоте около 820–830 мм, что позволяет встроить упаковочную линию в существующий производственный маршрут.
Важно для подбора: формат канистры, её устойчивость, ориентация, скорость потока и высота транспортёра розлива должны быть согласованы с входным участком линии групповой упаковки.
После подачи и ориентации канистры разделяются на заданное количество рядов. Для этого на транспортном участке используется направляющая стрелка, а в зоне формирования блока — разделительные элементы, которые помогают выстроить поток перед укладкой.
Линия работает с несколькими схемами группирования. Для канистр объёмом 1 л используется блок 2×6, для канистр объёмом 4 и 5 л — блок 2×2. Такая схема позволяет адаптировать упаковочный маршрут под разные форматы ПЭТ-тары и размеры гофрокороба.
После формирования блока отсекатель отделяет нужное количество канистр от общего потока. Сформированная группа передаётся в зону укладки, где блок перемещается в подготовленный короб.
Ключевой параметр: схема блока должна соответствовать объёму канистры, габаритам тары, размеру гофрокороба и требованиям к устойчивости продукции при перевозке.
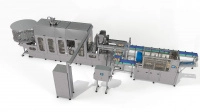
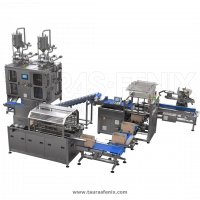
Для подготовки транспортной тары используется формирователь гофрокороба . Он подаёт заготовку из магазина, раскрывает её, формирует короб и подготавливает тару к загрузке блока ПЭТ-канистр.
Формирователь работает с гофрозаготовками, рассчитанными под конкретный формат канистр и схему укладки. Для стабильной работы важны точная геометрия заготовки, корректные линии биговки, ровные кромки и повторяемость размеров короба.
Перед укладкой продукции короб фиксируется механическими зажимами. Это помогает сохранить геометрию тары и обеспечить точное заполнение гофрокороба сформированным блоком канистр.
Роль формирователя: автоматически подготовить гофрокороб к загрузке продукции и обеспечить стабильную подачу пустой транспортной тары в упаковочный модуль.
Упаковочный модуль принимает сформированный блок канистр и перемещает его в заранее подготовленный гофрокороб. Укладка выполняется после того, как короб установлен в рабочую позицию и зафиксирован для точного заполнения.
Такая схема особенно важна при работе с канистрами: блок должен сохранять форму при переносе, не смещаться при опускании в короб и соответствовать внутреннему размеру транспортной тары.
Укладка блока в гофрокороб снижает ручные операции после розлива, помогает стандартизировать транспортную упаковку и подготовить продукцию к дальнейшему складированию и отгрузке.
Результат участка: сформированный блок ПЭТ-канистр размещается в гофрокоробе с сохранением заданной схемы укладки.
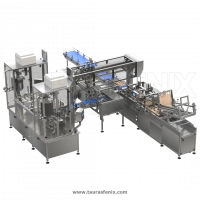
После укладки продукции заполненный короб поступает на автоматический заклейщик гофрокороба . На этом участке верхние клапаны закрываются и фиксируются клейкой лентой шириной 50 мм.
Заклейка выполняется в потоке, что позволяет не останавливать маршрут готовой продукции после укладки. Короб получает закрытую транспортную форму и может передаваться на маркировку, накопление, паллетирование или дальнейшую складскую логистику.
Для стабильной работы заклейщика важны геометрия короба, качество клапанов, повторяемость размеров, корректная биговка и стабильные свойства клейкой ленты.
Результат линии: ПЭТ-канистры с продукцией уложены в гофрокороб, верхние клапаны закрыты, короб заклеен и готов к дальнейшему перемещению.
Линия рассчитана на ПЭТ-канистры объёмом 1, 4 и 5 л. Для каждого формата согласуются габариты тары, схема формирования блока и размер гофрокороба.
Для канистр объёмом 1 л используется блок 2×6. Для канистр объёмом 4 и 5 л используется блок 2×2. Такие схемы позволяют сформировать устойчивую транспортную упаковку под конкретный объём тары и массу готовой продукции.
При проектировании учитываются высота канистры, ширина и длина основания, ориентация крышки, устойчивость тары в потоке и требования к дальнейшей логистике.
Критичные параметры: объём канистры, габариты, схема блока, внутренний размер гофрокороба и качество заготовки должны быть согласованы как единый упаковочный формат.
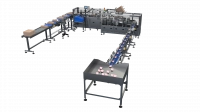
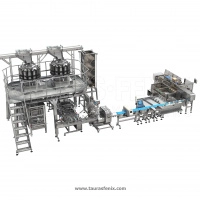
Транспортная система связывает участок розлива, группирование канистр, формирование коробов, укладку продукции и заклейку. Она перемещает пустые и заполненные короба между узлами линии и обеспечивает согласованную работу всего комплекса.
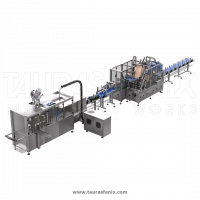
Для отвода заполненных коробов могут использоваться транспортные модули с пневматическими толкателями. В составе линии также может быть предусмотрен участок, который открывает проезд для погрузчика и помогает сохранить удобную логистику внутри производственного помещения.
Такая компоновка важна для производств с активным внутрискладским движением, где линия должна не только упаковывать продукцию, но и вписываться в существующий маршрут перемещения тары и готовых коробов.
Практическая задача транспортной системы: обеспечить непрерывный поток канистр, пустых коробов и заполненной транспортной тары между узлами упаковочной линии.
Производительность линии согласуется с производительностью участка розлива. Для проекта предусмотрена работа с потоком до 3000 канистр в час при стабильной и равномерной подаче продукции на упаковочный участок.
Кинематическая производительность группирования составляет до 50–60 канистр в минуту в зависимости от формата тары и конкретной линии. Формирователь гофрокоробов рассчитан на производительность до 13–15 коробов в минуту.
Упаковочный модуль подбирается под схему укладки и формат канистры: для одних форматов производительность может составлять до 13–15 циклов в минуту, для других — до 5–7 циклов в минуту. Фактическая скорость зависит от объёма канистры, размера блока, параметров короба и стабильности подачи.
Автоматический заклейщик гофрокоробов рассчитан на работу с коробами в диапазоне 130–400 мм по ширине, 200–530 мм по длине и 70–400 мм по высоте. Производительность заклейки — до 20 коробов в минуту.
Для стабильной работы линии требуется сжатый воздух с рабочим давлением 0,6 МПа, корректная геометрия коробов, качественная гофрозаготовка и клейкая лента, подходящая для автоматической заклейки.
Логика подбора производительности: скорость розлива, группирование канистр, формирование короба, укладка блока и заклейка должны работать как единый согласованный маршрут.
Линию стоит выбирать, если производству нужно автоматизировать участок после розлива ПЭТ-канистр: сформировать блок, уложить его в гофрокороб и закрыть транспортную упаковку клейкой лентой.
Решение подходит для предприятий, которые выпускают продукцию в канистрах и хотят сократить ручную укладку, повысить повторяемость коробовой упаковки и обеспечить стабильный поток готовых коробов после линии розлива.
Для компаний, которые подбирают упаковочную линию для ПЭТ-канистр в Самарской области, этот проект может служить ориентиром по составу оборудования, логике группирования, формату гофрокороба и организации транспортной системы после розлива.
Рекомендуемая логика подбора: объём ПЭТ-канистры, габариты тары, схема блока, размер гофрокороба, производительность розлива и маршрут отвода готовых коробов согласуются как единая технологическая схема.
Линия предназначена для групповой упаковки ПЭТ-канистр с продукцией в транспортные гофрокороба. Формат блока и размер короба подбираются под объём и габариты канистры.
Параметры подбора: объём канистры, габариты тары, ориентация крышки, схема блока, размер гофрокороба, производительность розлива и требования к дальнейшей логистике.
Практическая выгода: линия снижает ручной труд после розлива, стандартизирует укладку ПЭТ-канистр в гофрокороба и подготавливает продукцию к дальнейшей складской логистике.
| Назначение | Формирование блока ПЭТ-канистр, укладка в гофрокороб и последующая заклейка верхних клапанов клейкой лентой. |
| Тип тары | ПЭТ-канистры с продукцией. |
| Объём канистр | 1 л, 4 л, 5 л. |
| Схема группирования | Для канистр 1 л — блок 2×6; для канистр 4 и 5 л — блок 2×2. |
| Размер блока канистр | Для 1 л — 390×284×187 мм; для 4 л — 520×226×267 мм; для 5 л — 520×226×322 мм. |
| Размер гофрокороба | Для канистр 1 л — 403×294×206 мм; для 4 л — 530×238×286 мм; для 5 л — 530×238×338 мм. |
| Производительность линии розлива | До 3000 канистр/час при стабильной равномерной подаче продукции. |
| Производительность группирования | До 50–60 канистр/мин в зависимости от формата тары и схемы укладки. |
| Производительность формирователя коробов | До 13–15 коробов/мин. |
| Производительность заклейщика коробов | До 20 коробов/мин. |
| Скорость транспортёров | До 30 м/мин. |
| Рабочая высота входного транспортёра | Около 820–830 мм, с учётом стыковки с линией розлива. |
| Заклейка гофрокороба | Верхние клапаны закрываются и фиксируются клейкой лентой шириной 50 мм. |
| Диапазон коробов для заклейки | Ширина 130–400 мм, длина 200–530 мм, высота 70–400 мм. |
| Электропитание | 220 В / 50 Гц для отдельных транспортных и формирующих узлов; 380 В / 50 Гц для упаковочного модуля и части оборудования линии. |
| Рабочее давление в пневмосистеме | 0,6 МПа. |
| Требования к сжатому воздуху | Сжатый воздух должен соответствовать требованиям для автоматического промышленного оборудования; вода и масло во входном воздухе не допускаются. |
| Исполнение | Конструкционная углеродистая сталь с порошковой окраской для каркасов и транспортных модулей. |
| Безопасность | Защитные ограждения с датчиками безопасности, светозвуковая индикация работы упаковочного модуля. |
| Условия эксплуатации | Закрытое отапливаемое помещение, температура от +10 до +35 °C, относительная влажность до 60% при +20 °C. |
Важно для подбора: фактическая производительность зависит от формата канистры, схемы блока, качества гофрокороба, стабильности подачи после розлива и требований к дальнейшей логистике.
Состав линии подбирается под объём ПЭТ-канистр, схему формирования блока, размеры гофрокороба, производительность розлива и планировку производственного участка.
Что закрывает этот набор узлов: приём ПЭТ-канистр после розлива, формирование блока, подготовку гофрокороба, укладку продукции, заклейку короба и отвод готовой транспортной упаковки.
Дополнительные решения для линии подбираются под формат ПЭТ-канистр, размер гофрокороба, схему укладки, производительность и особенности логистики внутри производственного помещения.
Рекомендуемая логика выбора: исполнение линии лучше определять после согласования объёма канистр, фактических габаритов тары, схемы блока, размеров гофрокороба, производительности розлива и маршрута отвода готовой упаковки.