Ваш город
Москва (Россия )?
Москва (Россия )?
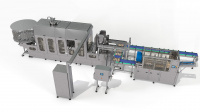
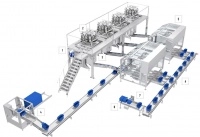
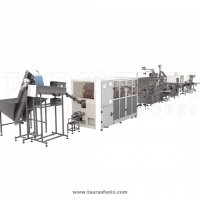
Линия TAURAS-FENIX для розлива воды в картонные пакеты Pure-Pak / Diamond Curve 0,33 и 0,5 л, контроля веса и упаковки на WRAPAROUND-15. Проект в Финляндии.





Комплекс розлива воды в пакеты с гребешком и групповой упаковки предназначен ...
ПодробнееКомплекс розлива воды в пакеты с гребешком и групповой упаковки предназначен для автоматизированного производства картонных пакетов из плоских заготовок, розлива продукта, запечатывания, контроля веса, нанесения даты и упаковки готовых пакетов в транспортную картонную тару.
Проект реализован на предприятии в Хельсинки, Финляндия. Линия внедрена для розлива воды в картонные пакеты Diamond Curve / Pure-Pak объёмом 0,33 и 0,5 л с последующим формированием блока 3×4 на машине WRAPAROUND-15.
Для предприятий, которые подбирают оборудование для розлива воды в картонную тару, этот проект показывает полный технологический маршрут: от раскрытия плоской заготовки и формирования пакета до готового блока в картонной упаковке, подготовленного к складированию и транспортировке.
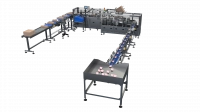
Комплекс объединяет несколько последовательных операций: формирование картонного пакета, приварку сливного штуцера при необходимости, флоуметрическое дозирование воды, запечатывание пакета, нанесение даты, динамический контроль веса, группирование пакетов и формирование картонной упаковки вокруг блока продукции.
Реализованный проект: автоматизированный комплекс розлива воды и групповой упаковки пакетов с гребешком внедрён на предприятии в Хельсинки, Финляндия.
Особенность решения: линия закрывает не только розлив в картонную тару, но и контроль веса, датировку, группирование пакетов и транспортную упаковку на WRAPAROUND-15.
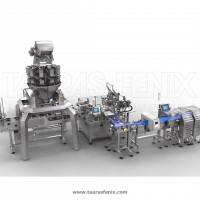
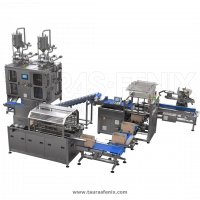
Основу участка розлива составляет ТФ-РПП 6000 — оборудование для розлива жидких продуктов в картонные пакеты с гребешком типа Pure-Pak, Tetra Rex или Diamond Curve.
В составе проекта машина формирует пакет из плоской заготовки, при необходимости приваривает сливной штуцер, дозирует воду, запечатывает пакет и наносит дату. Для стабильной работы участка охлаждения используется установка оборотного водоснабжения.
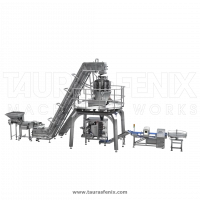
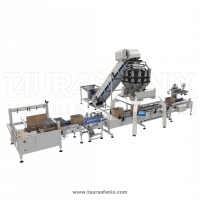
После розлива пакет проходит через чеквейер AMATA-CW-AUTO . Динамические весы контролируют массу уже упакованного продукта в потоке и отбраковывают пакеты при несоответствии заданному диапазону веса.
Для нанесения даты используется электрокаплеструйный принтер. Маркировка выполняется после формирования и розлива пакета, чтобы готовая потребительская упаковка имела дату производства или другой технологический код.
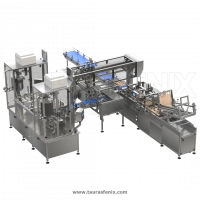
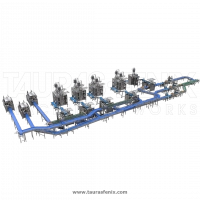
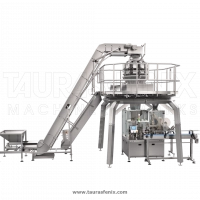
Групповую транспортную упаковку выполняет WRAPAROUND-15 . Внутри единой машины предусмотрены узлы распределения, группирования блока пакетов и формирования картонной упаковки вокруг продукции.
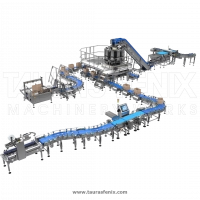
Состав технологического маршрута: ТФ-РПП 6000 формирует и наполняет пакет, AMATA-CW-AUTO контролирует массу, принтер наносит дату, а WRAPAROUND-15 формирует транспортную упаковку для блока пакетов.
Линию выбирают для производств, которым нужно автоматизировать розлив воды или аналогичных жидких продуктов в картонные пакеты с гребешком и сразу подготовить продукцию к транспортной упаковке.
Плоские заготовки картонных пакетов загружаются в магазин машины. Механизм раскрытия подаёт заготовку, раскрывает её и передаёт на карусель с оправками для дальнейшего формирования.
На следующих позициях выполняется нагрев нижних створок, формирование дна пакета и запечатывание нижней части. При работе с пакетом, предусматривающим сливной штуцер, выполняется приварка колпачка или штуцера к верхней створке.
После подготовки пакета происходит флоуметрическое дозирование воды. В проекте используется четыре дозирующие головки, что позволяет согласовать производительность розлива с карусельной схемой движения пакетов.
После наполнения верхние створки пакета подготавливаются, нагреваются и запечатываются. Затем наносится дата, а готовый пакет передаётся на отводящий транспортёр и далее на участок контроля веса и групповой упаковки.
Для охлаждения технологических узлов используется установка оборотного водоснабжения. Она помогает поддерживать требуемую температуру жидкости в системе охлаждения и стабилизировать работу линии при длительной эксплуатации.
Практическая выгода: участок розлива автоматизирует изготовление пакета из заготовки, дозирование воды, запечатывание, датировку и передачу готовой упаковки на контроль.
AMATA-CW-AUTO используется для динамического контроля веса уже упакованного продукта. Пакет проходит через весоизмеряющий транспортёр, после чего система сравнивает фактическую массу с заданным диапазоном допуска.
Если масса пакета не соответствует заданным предельным отклонениям, упаковка отбраковывается пневматической лопаткой. Такой контроль помогает выявлять недолив, перелив или другие отклонения до передачи продукции на групповую упаковку.
В проекте чеквейер интегрируется с линией по протоколу OPC-UA с выводом сигналов статуса, аварии, производительности и счётчика.
Роль чеквейера: проверить массу каждого пакета после розлива и не допустить попадания некорректной упаковки на участок групповой упаковки.
После контроля веса пакеты поступают на участок групповой упаковки. WRAPAROUND-15 формирует транспортную картонную упаковку вокруг блока пакетов с продуктом.
Внутри единой машины предусмотрены транспортная система, узел распределения рядов, разделители, контроль сформированного блока, перемещение блока на заготовку и формирование картонной упаковки вокруг продукции.
Для пакетов Diamond Curve с сечением 57×57 мм используется схема укладки 3×4 в один ярус. В готовой групповой упаковке размещается 12 пакетов объёмом 0,33 или 0,5 л.
Картонная заготовка подаётся из магазина, складывается вокруг блока, фиксируется клеем и формирует транспортную упаковку, которая защищает пакеты с гребешком при перевозке и складском хранении.
Результат участка: сформированный блок из 12 пакетов упакован в картонную транспортную тару и готов к дальнейшему перемещению по логистической цепочке.
Линия рассчитана на прямоугольные картонные пакеты с гребешком сечением 57×57 мм. В проекте используются форматы 0,33 и 0,5 л.
Заготовки пакетов выполняются из картона высокой плотности с двусторонним полиэтиленовым покрытием и фольгированием. Толщина комбинированного материала составляет 0,49 мм.
Для корректного формирования пакета важны геометрия заготовки, качество биговки, влажность картона, условия хранения и акклиматизация расходных материалов перед использованием.
Заготовки перед работой должны храниться в закрытых складских помещениях на поддонах при температуре 21–27 °C и относительной влажности не более 40%. Влажность заготовок должна быть не более 7%.
Критичные параметры: качество плоской заготовки, точность периметра, влажность картона, геометрия пакета и качество заготовок для групповой упаковки должны быть согласованы до запуска линии.
Для нанесения даты используется электрокаплеструйный принтер. Он позволяет наносить дату производства, срок годности, время, код смены или другую технологическую информацию на готовую упаковку.
В составе проекта применяется принтер с фотодатчиком, штативом печатающей головки, мобильным штативом, чернилами и растворителем. Печать может выполняться в одну или две строки в зависимости от макета маркировки.
Датировка встроена в общий маршрут линии: пакет формируется, наполняется, запечатывается, маркируется и передаётся на контроль веса.
Практическая задача маркировки: нанести на пакет дату и технологическую информацию до передачи продукции на контроль веса и групповую упаковку.
Линия предназначена для эксплуатации в помещениях, соответствующих санитарным требованиям для данного производства. Узлы, соприкасающиеся с продуктом, выполняются легкосъёмными и доступными для мойки и санитарной обработки.
Открытые элементы линии выполняются из пищевой нержавеющей стали или других коррозионностойких материалов. Наружные электрические проводки прокладываются в лотках из нержавеющей стали, а пульты управления и шкафы выполняются в исполнении IP54.
В проекте предусмотрена интеграция машины по протоколу OPC-UA с выводом сигналов статуса, аварии, производительности и счётчика. Это удобно для включения линии в общую систему мониторинга производства.
Панель управления линии выполнена на английском и русском языках, а эксплуатационная документация предоставляется на английском языке.
Для международного проекта: важны не только производительность, но и языки интерфейса, документация, интеграция по OPC-UA и соответствие санитарным требованиям производства.
Производительность участка розлива составляет до 5000 пакетов в час. Фактическая производительность зависит от типа продукта, качества заготовок пакетов, стабильности подачи расходных материалов и режима эксплуатации.
Розлив выполняется флоуметрическим способом через четыре дозирующие головки. Допустимая погрешность дозирования — не более 2%.
Машина работает с пакетами объёмом 0,33 и 0,5 л. Для групповой упаковки используется блок 3×4 в один ярус, то есть 12 пакетов в одной транспортной упаковке.
Чеквейер контролирует объекты массой 20–1500 г, имеет дискретность отсчёта 0,1 г и максимальную производительность до 100 штук в минуту.
Участок WRAPAROUND-15 имеет кинематическую производительность до 15 упаковок в минуту. Фактическая скорость зависит от качества заготовок, свойств картонной тары, стабильности потока пакетов и режима работы линии.
Логика подбора производительности: розлив, датировка, чеквейер, группирование и формирование картонной транспортной упаковки должны работать как единый согласованный маршрут без накопления продукции между операциями.
Линию стоит выбирать, если производству нужно автоматизировать розлив воды или аналогичных жидких продуктов в картонные пакеты с гребешком и сразу организовать транспортную групповую упаковку.
Решение подходит для предприятий, которые выпускают продукцию в пакетах Diamond Curve / Pure-Pak, хотят контролировать вес каждой упаковки, наносить дату и формировать картонный блок для логистики.
Для компаний, которые рассматривают международные проекты розлива и групповой упаковки, линия в Хельсинки может служить ориентиром по составу оборудования, контролю веса, формату пакета и схеме транспортной упаковки 3×4.
Рекомендуемая логика подбора: продукт, объём пакета, тип заготовки, наличие штуцера, контроль веса, маркировка, схема блока и формат транспортной упаковки согласуются как единый технологический маршрут.
Линия предназначена для розлива воды и аналогичных жидких продуктов в картонные пакеты с гребешком с последующей групповой упаковкой готовых пакетов в транспортную картонную тару.
Параметры подбора: продукт, объём пакета, тип заготовки, наличие штуцера, требования к дозированию, контроль веса, схема блока и качество картона для групповой упаковки.
Практическая выгода: линия объединяет розлив, контроль веса, маркировку и групповую упаковку, снижая количество ручных операций между производством потребительской упаковки и транспортной логистикой.
| Назначение | Розлив воды в картонные пакеты с гребешком, контроль веса, нанесение даты и групповая упаковка в картонную тару WRAP-AROUND. |
| Продукт | Вода. |
| Тип потребительской упаковки | Картонный пакет Diamond Curve / Pure-Pak с гребешком. |
| Сечение пакета | 57×57 мм. |
| Объём пакета | 0,33 л и 0,5 л. |
| Высота пакета | Для 0,33 л — 135 мм; для 0,5 л — 187 мм. |
| Материал заготовки | Картон высокой плотности с двусторонним полиэтиленовым покрытием и фольгированием, толщина 0,49 мм. |
| Производительность розлива | До 5000 пакетов/час. |
| Тип дозирования | Флоуметрическое дозирование. |
| Количество дозирующих головок | 4 дозирующие головки. |
| Допустимая погрешность дозирования | Не более 2%. |
| Установленная мощность участка розлива | До 46 кВт. |
| Электропитание участка розлива | 380±38 / 220±22 В, 50±1 Гц. |
| Расход сжатого воздуха участка розлива | До 6 м³/час при давлении 0,5–0,6 МПа. |
| Вода для охлаждения | Расход до 0,6 м³/час, давление 0,2–0,5 МПа, температура не более +10 °C. |
| Габариты участка розлива | До 6700×1940×2900 мм с рольгангом / отводящим транспортёром. |
| Масса участка розлива | До 5500 кг. |
| Обслуживающий персонал | 1 оператор. |
| Установка оборотного водоснабжения | ВТХО-8-С-ПВ, холодопроизводительность 8,3–12,6 кВт в зависимости от температуры воды и окружающей среды. |
| Хладоноситель | Вода. |
| Объём ёмкости установки охлаждения | 68 л. |
| Чеквейер | AMATA-CW-AUTO / AMATA-CW-R100-1 для динамического контроля веса. |
| Диапазон контроля веса | 20–1500 г. |
| Дискретность отсчёта веса | 0,1 г. |
| Максимальная производительность чеквейера | До 100 шт./мин. |
| Отбраковка на чеквейере | Пневматическая лопатка. |
| Степень защиты чеквейера | IP65. |
| Маркировка | Электрокаплеструйная печать даты, времени, срока годности, кода смены и технологической информации. |
| Формат групповой упаковки | WRAP-AROUND вокруг блока пакетов. |
| Схема укладки в WRAP-AROUND | 3×4 в один ярус, 12 пакетов в групповой упаковке. |
| Производительность WRAP-AROUND | До 15 упаковок/мин. |
| Магазин заготовок WRAP-AROUND | До 150 заготовок, в зависимости от толщины картона. |
| Расход клея | Ориентировочно 1 г/цикл. |
| Расход сжатого воздуха WRAP-AROUND | До 300 л/мин для формирующего участка; до 100 л/мин для группирующего участка. |
| Отводящий транспортёр групповой упаковки | Скорость 4–7 м/мин, движение коробов короткой стороной вперёд. |
Важно для подбора: фактическая производительность зависит от качества заготовок пакетов, стабильности розлива, корректности контроля веса, качества заготовок WRAP-AROUND и согласованной работы всех участков линии.
Состав линии подбирается под продукт, формат картонного пакета, требуемую производительность, схему контроля веса и формат групповой упаковки.
Что закрывает этот набор узлов: розлив воды, формирование пакета, контроль веса, маркировку, группирование и формирование транспортной картонной упаковки.
Дополнительные решения для линии подбираются под формат пакета, продукт, схему контроля веса, требования к маркировке и параметры групповой упаковки.
Рекомендуемая логика выбора: исполнение линии лучше определять после согласования продукта, объёма пакета, заготовки, штуцера, требований к контролю веса, маркировке и формату транспортной упаковки.




Gable top