Ваш город
Москва (Россия )?
Москва (Россия )?
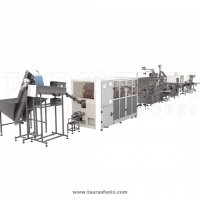
Комплекс TAURAS-FENIX для розлива молока, кефира и сметаны в пакет-подушку, укладки пакетов в гофрокороба, контроля веса и заклейки. Проект в Краснодарском крае.

Комплексная линия розлива молочных продуктов в пакет-подушку предн...
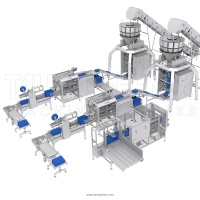
ПодробнееКомплексная линия розлива молочных продуктов в пакет-подушку предназначена для фасовки жидких пищевых продуктов в пакеты из рулонной термосвариваемой плёнки, формирования гофрокоробов, укладки пакетов в транспортную тару, контроля веса коробов и автоматической заклейки.
Проект реализован в Краснодарском крае, г. Кореновск, на одном из крупнейших молочно-консервных комбинатов региона. Комплекс внедрён для промышленной фасовки молока, кефира, кисломолочной продукции и сметаны в пакет-подушку с дальнейшей автоматизированной групповой упаковкой.
Для предприятий, которые подбирают оборудование для розлива молока в Краснодарском крае, эта линия показывает практическую схему автоматизации крупного производственного участка: от подачи продукта в дозаторы и формирования пакета до укладки пакетов в гофрокороб, контроля веса, маркировки и передачи заклеенной тары на склад готовой продукции.
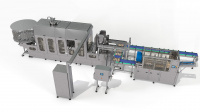
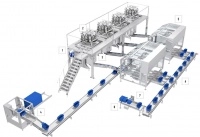
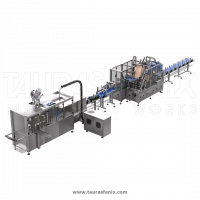
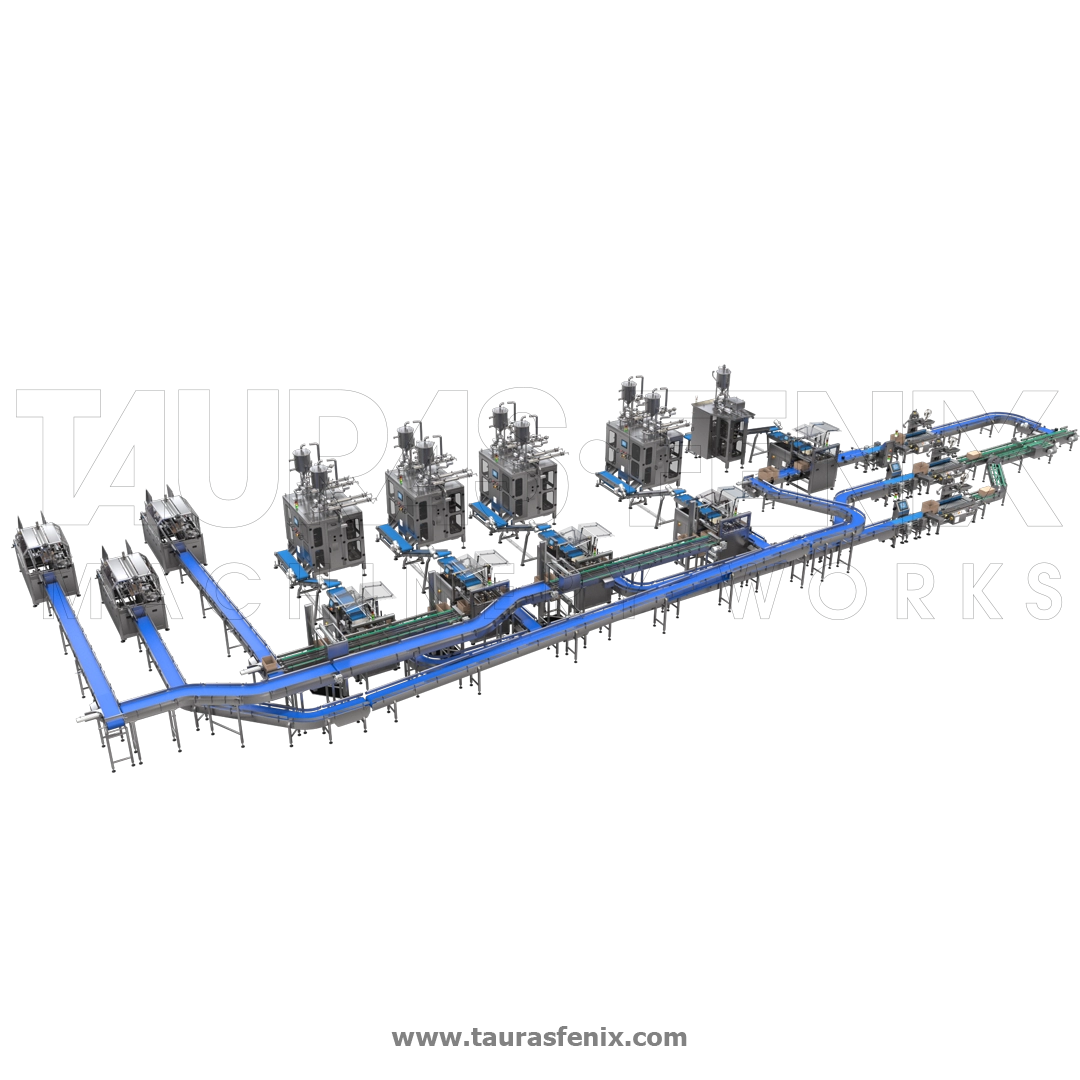
Комплекс объединяет несколько параллельных фасовочных потоков. Три машины ПИТПАК МЖ 5000 фасуют продукт в пакет-подушку, система транспортёров распределяет сформированные короба между ветками, автоукладчики укладывают пакеты в короба, чеквейеры контролируют массу, а заклейщики закрывают верхние клапаны гофрокоробов.
Реализованный проект: автоматизированная линия розлива молока и кисломолочной продукции в пакет-подушку внедрена на молочно-консервном комбинате в Краснодарском крае.
Особенность решения: линия работает как единый производственный комплекс: фасовочные машины, дозаторы, формирователи, автоукладчики, чеквейеры, заклейщики и транспортёры синхронизированы между собой.
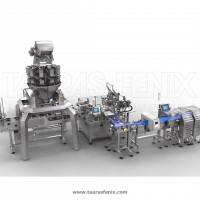
Основу фасовочного участка составляют три ПИТПАК МЖ 5000 . Каждая машина формирует пакет из рулонной полиэтиленовой плёнки, принимает продукт от дозатора, выполняет сварку швов, отрезку пакета и передаёт готовую упаковку на отводящий транспортёр.
Для дозирования используются шесть объёмных поршневых дозаторов . Дозаторы работают с молоком, кефиром, кисломолочной продукцией и сметаной, обеспечивают подачу продукта в упаковочный модуль и поддерживают мойку проточной части в составе санитарного контура.
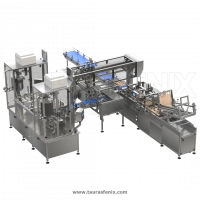
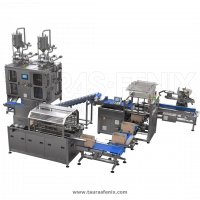
Формирование транспортной тары выполняют три формирователя коробов . Они раскрывают заготовку, формируют четырёхклапанный гофрокороб American Case и заклеивают нижние клапаны.
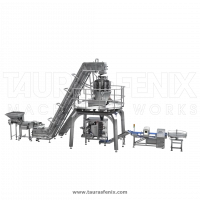
Для автоматической укладки пакетов используются пять SPM-АУВ-85-МЖ . Автоукладчики принимают пакеты с продукцией, формируют слой и сбрасывают его в подготовленный гофрокороб.
После укладки короба проходят контроль на трёх чеквейерах AMATA-CW-AUTO . Динамические весы проверяют массу каждого короба и отбраковывают тару, если вес выходит за установленные пределы.
Закрытие верхних клапанов выполняют три автоматических заклейщика гофрокоробов . После заклейки короба перемещаются по системе транспортёров на склад готовой продукции.
Состав технологического маршрута: ПИТПАК МЖ 5000 фасует продукт в пакет, SPM-АУВ-85-МЖ укладывает пакеты в короб, AMATA-CW-AUTO контролирует вес, а заклейщик закрывает короб для дальнейшей логистики.
Линию выбирают для молочных предприятий, которым нужно фасовать жидкие и вязкие молочные продукты в мягкие пакеты и сразу формировать транспортную упаковку в гофрокоробах.
Оператор загружает заготовки в магазины формирователей коробов. Формирователь отделяет одну заготовку вакуумными присосками, раскрывает её, закрывает нижние клапаны и подаёт короб к узлу заклейки нижней части.
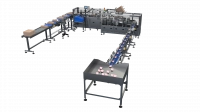
Сформированные короба по транспортёрам перемещаются на систему распределения. Автоматическая система позиционирования направляет короба на нужную ветку транспортной линии и подаёт их к автоукладчикам.
В это время машины ПИТПАК МЖ 5000 формируют пакеты из рулонной плёнки. Упаковочный материал разматывается, проходит через фотодатчик, маркировочное устройство, систему роликов и формирующий воротник, где сворачивается в рукав.
Объёмные поршневые дозаторы подают порцию продукта в трубу упаковочного модуля. Продукт попадает в сформированный пакет, после чего машина выполняет сварку швов, отрезку и вывод готового пакета.
Пакеты поступают на автоукладчики. Шаговый транспортёр формирует слой продукта, затем узел сброса укладывает подготовленный слой в гофрокороб. После заполнения короб выходит из автоукладчика и передаётся на дальнейшие операции.
Заполненные короба поступают на чеквейер. Весоизмеряющий транспортёр фиксирует массу каждого короба и передаёт данные в систему управления. При отклонении от заданных параметров короб отбраковывается на отдельный рольганг.
Короба с корректным весом направляются на автоматический заклейщик. Верхние клапаны закрываются и фиксируются клейкой лентой. Заклеенные короба перемещаются по транспортёру на склад готовой продукции.
Практическая выгода: линия исключает разрыв между фасовкой молочной продукции, укладкой пакетов, контролем веса и закрытием транспортной тары.
ПИТПАК МЖ 5000 формирует пакет-подушку из рулонной термосвариваемой плёнки, принимает дозу продукта от жидкостного дозатора и выполняет сварку пакета.
Пакет формируется из полиэтиленовой трёхслойной плёнки толщиной 70–90 мкм. Ширина рулона составляет 320–325 мм. Продольный шов выполняется внахлёст влево, ширина пакета — 150 мм, максимальная длина пакета — до 255 мм.
Упаковочный модуль оснащается сварочными губками импульсного нагрева, датчиком фотометки, термопринтером, автоматической размоткой рулона, системой динамической стабилизации плёнки и устройством центрирования плёнки на воротнике формирователя.
Для молочной продукции предусмотрены УФ-обработка упаковочной плёнки, устройство удаления воздуха из пакета, обдув продольного шва, роликовый склиз для отвода готовых пакетов и сенсорный пульт управления.
Результат участка: молоко, кефир, кисломолочный продукт или сметана расфасованы в пакет-подушку, готовый к автоматической укладке в гофрокороб.
Для подачи продукта используются объёмные поршневые дозаторы . Они рассчитаны на работу с жидкими и вязкими молочными продуктами, включая молоко, кефир, кисломолочную продукцию и сметану.
Регулируемый объём дозирующего цилиндра — до 1,2 л. В составе линии доза упаковки составляет 500–1000 мл.
Загрузочный бункер дозатора имеет объём 60 л и оснащается датчиком уровня, датчиком минимального аварийного уровня, моечной головкой в крышке и трубкой перелива.
Дозирующие цилиндры и дозирующая труба рассчитаны на автоматическую мойку в системе безразборной мойки. Промывка выполняется в режиме мойки, предусмотренном программой машины.
Для получения максимальных сроков хранения продукт, оборудование и упаковочный материал должны соответствовать санитарным требованиям, а температура в холодовой цепи реализации должна поддерживаться в пределах 4±2 °C.
Ключевой параметр: точность дозирования и стабильность розлива зависят от продукта, температуры, вязкости, санитарного состояния проточной части и согласованной работы дозатора с упаковочным модулем.
Линия рассчитана на молоко жирностью 2,5–3,2% при температуре продукта 4–6 °C. Также предусмотрена фасовка кефира и кисломолочной продукции жирностью 1–3,2% при температуре около 25 °C.
Для сметаны диапазон жирности составляет 20–25%, температура продукта — около 32 °C. Такие параметры важно учитывать при подборе режима дозирования, скорости фасовки и санитарной схемы мойки.
Перечень продуктов для линии должен быть согласован заранее. Для новых рецептур необходимо проверять вязкость, температуру, устойчивость продукта к транспортировке, точность дозирования и качество формирования пакета.
Критичные параметры продукта: жирность, температура, вязкость, санитарное состояние продукта, стабильность подачи и совместимость с объёмным поршневым дозатором.
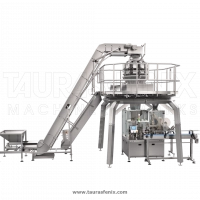
После фасовки пакеты поступают на участок автоматической укладки. SPM-АУВ-85-МЖ принимает мягкие пакеты с молочной продукцией, формирует слой и сбрасывает его в подготовленный гофрокороб.
Короба формируются заранее на автоматических формирователях коробов . Формирователь раскрывает заготовку, закрывает нижние клапаны и фиксирует дно клейкой лентой.
В составе транспортной системы предусмотрены автоматическое позиционирование коробов на позиции загрузки и узлы утряски пакетов в коробе. Это помогает распределить мягкие пакеты внутри тары и получить более устойчивое заполнение.
Линия работает с четырёхклапанными гофрокоробами American Case. Для пакетов 1 л используется короб 394×234×173 мм. Для пакетов 0,5 л используется короб 326×221×97 мм. Также предусмотрены схемы вложения 12 или 30 пакетов в зависимости от объёма продукции и формата короба.
Результат участка: пакеты с молочной продукцией автоматически уложены в гофрокороб, подготовленный к контролю веса и заклейке.
После укладки пакетов гофрокороба поступают на чеквейер AMATA-CW-AUTO . Динамические весы контролируют массу каждого заполненного короба в потоке.
Чеквейер состоит из подающего, весоизмеряющего и отводящего транспортёров. Весоизмеряющий транспортёр установлен на тензометрическом датчике, который передаёт данные в управляющий компьютер.
Если масса короба находится в заданном диапазоне, тара перемещается дальше по линии. Если вес не соответствует установленным параметрам, система включает отбраковку, и короб сталкивается на отдельный рольганг.
Такой контроль позволяет исключить дальнейшее перемещение коробов с недовложением, перевесом или другой весовой ошибкой.
Роль чеквейера: подтвердить корректную массу заполненного гофрокороба до заклейки и передачи на склад готовой продукции.
После контроля веса заполненные короба поступают на автоматический заклейщик гофрокороба . Оборудование закрывает верхние клапаны и фиксирует короб клейкой лентой.
Для маркировки транспортной тары используются каплеструйные принтеры, которые наносят информацию на гофрокороба. Это может быть дата, партия, смена, технологический код или другая информация, необходимая для складской логистики.
После заклейки короба перемещаются по транспортной системе на склад готовой продукции. Скорость транспортёров регулируется частотными преобразователями, что помогает согласовать работу всех участков линии.
Результат линии: молочная продукция расфасована в пакеты, уложена в гофрокороба, проверена по весу, промаркирована и закрыта для транспортировки.
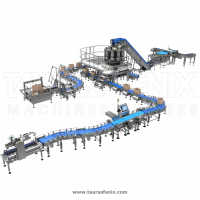
Комплекс включает развитую систему транспортёров, которая связывает формирователи коробов, фасовочные машины, автоукладчики, чеквейеры, заклейщики и участок отвода готовой продукции.
Система транспортёров распределяет короба между ветками, позиционирует их в зоне загрузки, обеспечивает утряску пакетов в коробе и передаёт тару на контроль веса и заклейку.
Управление транспортной системой выполняется через шкаф управления с HMI-панелью. На панель оператора выводится мнемосхема линии, состояние оборудования, ошибки, счётчики и параметры отдельных участков.
Оператор может запускать систему транспортёров, регулировать скорость, управлять формирователями, заклейщиками и чеквейерами, контролировать направление движения коробов и получать информацию по количеству продукции на этапах производства.
Преимущество автоматизации: линия управляется как единая система, где фасовка, укладка, контроль веса, заклейка и транспортировка согласованы между собой.
Линия рассчитана на молочное производство, поэтому продуктовые узлы, дозирующие цилиндры, дозирующие трубы и бункеры должны регулярно проходить санитарную обработку.
Дозирующие цилиндры и магистрали дозаторов рассчитаны на промывку в режиме безразборной мойки. Мойка бункера выполняется через моечную головку, расположенную на крышке бака дозатора.
Расход моющих растворов для мойки дозирующей системы и бункера должен составлять 10–15 м³/час. Давление моющих растворов в системе дозирования не должно превышать 2 bar на всех режимах мойки.
Станцию CIP-мойки, подачу продукта, подачу моющих растворов и возврат моющих растворов обеспечивает производственная площадка.
Для получения максимальных сроков хранения оборудование, продукт и упаковочный материал должны соответствовать санитарным требованиям, а температура в холодовой цепи реализации продукции должна поддерживаться в пределах 4±2 °C.
Для молочного производства: санитарная обработка дозаторов, бункеров, продуктовых магистралей и упаковочного модуля должна быть встроена в регулярный производственный цикл.
Максимальная производительность одного упаковочного модуля ПИТПАК МЖ 5000 — до 90 циклов в минуту при использовании согласованной полиэтиленовой плёнки. Фактическая производительность зависит от продукта, дозы, материала, длины пакета, режима розлива и синхронизации с автоукладчиком.
Производительность жидкостного дозатора — до 45 циклов в минуту. Точность дозирования зависит от продукта: для молока и кефира используются разные параметры точности при стандартной выборке.
Автоукладчик SPM-АУВ-85-МЖ имеет кинематическую производительность до 80 пакетов в минуту. Фактическая скорость укладки зависит от формата пакета, схемы слоя, устойчивости пакетов и скорости подачи коробов.
Формирователь коробов работает с плавной регулировкой производительности в диапазоне 6–25 коробов в минуту. Автоматический заклейщик гофрокоробов имеет максимальную производительность до 20 коробов в минуту.
Чеквейер контролирует объекты массой 200–50000 г, имеет дискретность отсчёта 1 г и максимальную производительность до 20 штук в минуту.
Логика подбора производительности: скорость ПИТПАК МЖ 5000, работа дозаторов, формирование коробов, укладка пакетов, контроль веса и заклейка должны быть согласованы как единый производственный поток.
Линию стоит выбирать, если молочному производству нужно фасовать большие объёмы молока, кефира, сметаны или кисломолочной продукции в пакет-подушку и сразу получать готовый гофрокороб для складской и торговой логистики.
Решение подходит для предприятий, где важно объединить фасовку, укладку, транспортировку, контроль веса, маркировку и заклейку коробов в единую автоматизированную систему.
Для компаний, которые подбирают линию розлива молока в Краснодарском крае, проект в Кореновске может служить ориентиром по составу оборудования, масштабу участка, количеству фасовочных машин и организации групповой упаковки.
Рекомендуемая логика подбора: продукт, температура, жирность, доза, плёнка, формат пакета, схема укладки, размер короба, контроль веса и заклейка должны согласовываться как единый технологический маршрут.
Линия предназначена для фасовки жидких и вязких молочных продуктов в пакет-подушку из рулонной полиэтиленовой плёнки с последующей укладкой пакетов в гофрокороба.
Параметры подбора: продукт, жирность, температура, вязкость, доза, плёнка, длина пакета, формат короба, схема вложения и требования к санитарной мойке.
Практическая выгода: комплекс снижает ручной труд на участке после розлива, объединяет фасовку, укладку, контроль веса, маркировку и заклейку коробов в единую автоматизированную линию.
| Назначение | Фасовка жидких молочных продуктов в пакет-подушку, формирование коробов, укладка пакетов, контроль веса и заклейка гофрокоробов. |
| Фасуемые продукты | Молоко, кефир, кисломолочная продукция, сметана. |
| Молоко | Жирность 2,5–3,2%, температура продукта 4–6 °C. |
| Кефир и кисломолочная продукция | Жирность 1–3,2%, температура продукта около 25 °C. |
| Сметана | Жирность 20–25%, температура продукта около 32 °C. |
| Доза упаковки | 500–1000 мл. |
| Тип пакета | Пакет-подушка. |
| Ширина пакета | 150 мм. |
| Максимальная длина пакета | До 255 мм, по расстоянию между фотометками. |
| Продольный шов | Внахлёст влево. |
| Упаковочный материал | Трёхслойная полиэтиленовая плёнка толщиной 70–90 мкм. |
| Ширина рулона плёнки | 320–325 мм. |
| Фотометка | Тёмная метка на светлом фоне, ширина 10 мм, длина 15–25 мм. |
| Количество упаковочных модулей | 3 машины ПИТПАК МЖ 5000. |
| Производительность упаковочного модуля | До 90 циклов/мин при использовании согласованной плёнки. |
| Электропитание упаковочного модуля | 380 В ± 10%, 50 Гц. |
| Потребляемая мощность упаковочного модуля | 4,0 кВт. |
| Расход воды на охлаждение губок | До 10 л/мин на машину, рекомендуемая температура воды не выше 8 °C. |
| Рабочее давление упаковочного модуля | 0,6 МПа. |
| Расход сжатого воздуха упаковочного модуля | До 25 л/цикл с учётом работы дозаторов. |
| Количество дозаторов | 6 объёмных поршневых дозаторов. |
| Производительность дозатора | До 45 циклов/мин. |
| Объём дозирующего цилиндра | Регулируемый, до 1,2 л. |
| Объём загрузочного бункера дозатора | 60 л. |
| CIP-мойка дозатора | Промывка дозирующих цилиндров, магистралей и бункера; расход моющих растворов 10–15 м³/час, давление не более 2 bar. |
| Количество автоукладчиков | 5 SPM-АУВ-85-МЖ. |
| Производительность автоукладчика | До 80 пакетов/мин. |
| Количество формирователей коробов | 3 формирователя коробов. |
| Производительность формирователя коробов | От 6 до 25 коробов/мин с плавной регулировкой. |
| Диапазон коробов для формирователя | Ширина 180–300 мм, длина 210–450 мм, высота 75–240 мм. |
| Количество чеквейеров | 3 чеквейера AMATA-CW-AUTO. |
| Диапазон контроля веса чеквейера | 200–50000 г. |
| Дискретность отсчёта веса чеквейера | 1 г. |
| Отбраковка на чеквейере | Пневматический толкатель, рольганг для отбракованных коробов. |
| Количество заклейщиков коробов | 3 автоматических заклейщика гофрокоробов. |
| Производительность заклейщика коробов | До 20 коробов/мин. |
| Тип транспортной тары | Четырёхклапанный гофрокороб American Case. |
| Размеры гофрокоробов | 394×234×173 мм и 326×221×97 мм. |
| Вложения в короб | 12 пакетов для 1 л; 12 или 30 пакетов для 0,5 л в зависимости от формата короба. |
| Управление транспортёрами | Шкаф управления с HMI-панелью, частотными преобразователями, контроллером, индикацией и аварийным остановом. |
| Маркировка коробов | Каплеструйная печать информации на гофрокоробах. |
Важно для подбора: фактическая производительность зависит от продукта, дозы, качества плёнки, стабильности фасовки, формата пакета, схемы укладки, качества гофрокороба и синхронизации всех участков линии.
Состав линии подбирается под производительность молочного производства, количество фасовочных потоков, тип продукта, формат пакета и схему укладки в гофрокороба.
Что закрывает этот набор узлов: розлив молочной продукции в мягкую упаковку, формирование коробов, укладку пакетов, контроль веса, маркировку, заклейку и передачу готовой транспортной тары на склад.
Состав линии подбирается под производительность молочного производства, количество фасовочных потоков, тип продукта, формат пакета и схему укладки в гофрокороба.
Что закрывает этот набор узлов: розлив молочной продукции в мягкую упаковку, формирование коробов, укладку пакетов, контроль веса, маркировку, заклейку и передачу готовой транспортной тары на склад.