Ваш город
Москва (Россия )?
Москва (Россия )?
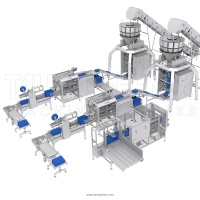
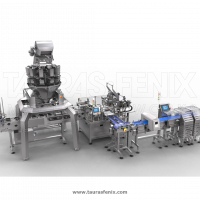
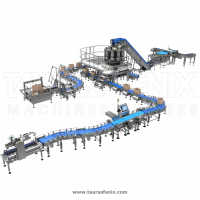
Фасовочно-упаковочное оборудование TAURAS-FENIX для нанесения начинки на венские вафли, формирования сэндвича и упаковки Flow Pack. Проект в Набережных Челнах.
Линия нанесения начинки предназначена для работы с венскими вафлями, которые поступа...
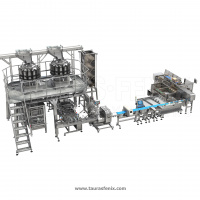
ПодробнееЛиния нанесения начинки предназначена для работы с венскими вафлями, которые поступают с производственной линии в несколько рядов. Комплекс выполняет контроль продукта на наличие металлических включений, разделение потока, выравнивание рядов, нанесение начинки, формирование сэндвича из двух вафель и подачу готового изделия на горизонтальную упаковочную машину.
Проект реализован на кондитерском производстве в г. Набережные Челны, Республика Татарстан. Для предприятий, которые подбирают упаковочное оборудование, фасовочное оборудование или комплексную линию для вафельной продукции, это решение показывает готовую схему автоматизации участка после выпечки: от контроля изделия до упаковки Flow Pack.
Линия работает с венскими вафлями размером 75×75×15 мм. В качестве начинки могут использоваться джем объёмом около 17 мл, а также крем на жировой или фруктовой основе объёмом 15–20 мл. Консистенция начинки должна быть близка к густой сметане, чтобы продукт стабильно подавался в дозирующую систему и равномерно наносился на вафлю.
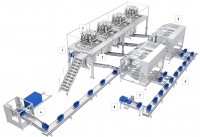
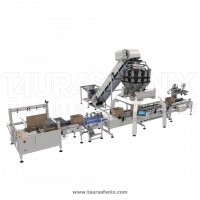
Комплекс относится к фасовочно-упаковочному оборудованию для кондитерской продукции: он объединяет дозирование начинки, формирование изделия, упаковку Flow Pack, маркировку, транспортировку упакованного продукта и подготовку гофрокороба к дальнейшей логистике.
Практическая задача линии: синхронизировать подачу вафель, нанесение начинки, сборку сэндвича и упаковку без ручного перекладывания продукта между основными технологическими этапами.
На входе линии установлен металлодетектор AMATA-MD . Он контролирует поток вафельных изделий перед дальнейшей обработкой и отбраковывает продукцию при обнаружении металлических включений.
После контроля продукт поступает на разделительный узел и систему транспортировочных модулей. Направляющие и шаговые устройства выравнивают ряды и формируют корректные интервалы между изделиями перед нанесением начинки.
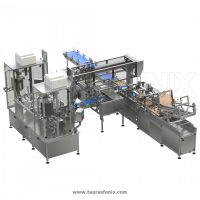
Модуль дозирования и нанесения начинки выполняет поршневое дозирование и наносит начинку через ряд: на одну вафлю начинка наносится, вторая остаётся без начинки и используется для формирования верхней части вафельного сэндвича.
Модуль формирования сэндвича снимает вафли без начинки вакуумными захватами и укладывает их поверх вафель с начинкой. После этого изделие проходит участок прижима, где сэндвич стабилизируется по форме перед подачей на упаковочный участок.
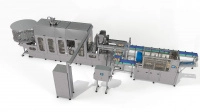
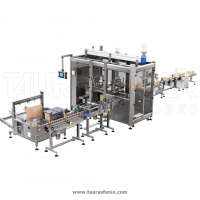
Упаковка выполняется на ЛИНЕПАК Ф3М . Машина формирует упаковочный рукав из рулонной термосвариваемой плёнки, принимает продукт, выполняет продольную и поперечную сварку, отрезку пакета и вывод готовой упаковки Flow Pack.
После упаковки продукция передаётся на участок перемещения и маркировки. Аппликатор может наносить этикетку на продольный шов упаковки, а после укладки продукции в гофрокороб и прохождения через заклейщик гофрокороба может выполняться нанесение этикетки на торцевую поверхность короба.
Состав технологического маршрута: металлодетектор контролирует изделие, модуль нанесения начинки дозирует продукт, модуль формирования собирает сэндвич, ЛИНЕПАК Ф3М упаковывает изделие, а заклейщик закрывает гофрокороб после укладки продукции.
Венские вафли поступают с производственного транспортёра на приёмный транспортёр металлодетектора. Изделия перемещаются через контрольное окно. При отсутствии металлических включений продукт передаётся дальше по технологической линии.
Если металлодетектор обнаруживает недопустимые металлические включения, срабатывает сигнализация и устройство отбраковки. Продукт с подозрением на загрязнение отводится из основного потока, чтобы не попасть на участок нанесения начинки и упаковки.
Далее неотбракованный продукт перемещается на разделительный склиз и приёмный транспортёр. За счёт направляющих выполняется продольное выравнивание, после чего шаговое устройство разделения формирует ровные интервалы между рядами в продольном и поперечном направлении.
На модуле нанесения начинки дозирующая система наносит продукт на вафли через ряд. Модуль работает в потоке и сопровождает изделие во время нанесения, что помогает сохранять стабильное положение начинки на поверхности вафли.
После нанесения начинки продукт поступает на модуль формирования сэндвича. Вафли без начинки снимаются вакуумными захватами и укладываются поверх вафель с начинкой. Сформированные сэндвичи проходят через устройство прижима и принимают окончательную форму.
Затем сэндвичи перемещаются по системе транспортёров. Буферный участок и байпас помогают временно отводить продукт, если следующее оборудование не готово принять поток. После выравнивания изделия поступают на систему автоукладки перед упаковочным модулем.
ЛИНЕПАК Ф3М принимает продукт и упаковывает его в Flow Pack. В зависимости от настройки линия может подавать на упаковку один сэндвич или два сэндвича. Упаковочный материал протягивается через узел размотки, формируется рукав, затем выполняется продольная и поперечная сварка.
Готовая упаковка передаётся на участок маркировки и дальнейшей работы с коробами. Упакованные изделия укладываются в гофрокороб, после чего короб подаётся на автоматический заклейщик. Заклейщик закрывает клапаны и фиксирует короб липкой лентой.
Результат работы линии: готовая венская вафля с начинкой, сформированная в сэндвич, упакованная в Flow Pack и подготовленная к дальнейшей коробочной упаковке и отгрузке.
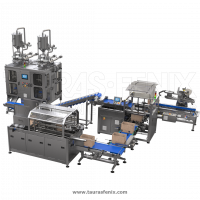
Ключевой узел комплекса — модуль дозирования и нанесения начинки. Он работает по принципу объёмно-поршневого дозирования и рассчитан на восемь ручьёв. Регулировка дозы выполняется с пульта управления, что удобно при переходе между джемом, кремом и другими согласованными начинками.
Начинка подаётся из бункеров ёмкостью 200 л. Бункеры оснащаются обогревом, шнековым нагнетателем, рамной мешалкой, двойными стенками и штуцерами для подвода теплоносителя. Магистраль подачи продукта снабжается устройством подогрева.
Такая конструкция помогает поддерживать стабильную температуру и текучесть начинки. Это важно для джемов и кремов, которые должны заполнять дозирующие цилиндры под воздействием шнекового нагнетателя и всасывающей силы поршней.
Для подачи продукта в бункеры используются станции подачи начинки с собственными бункерами. Они обеспечивают передачу продукта в основной дозирующий узел и помогают поддерживать непрерывность технологического процесса.
Преимущество дозирующего участка: линия позволяет аккуратно наносить начинку в потоке, не останавливая движение вафель и сохраняя стабильную геометрию будущего сэндвича.
После нанесения начинки изделие поступает на модуль формирования сэндвича. Вафли без начинки снимаются с транспортёра вакуумными захватами и укладываются поверх вафель, на которые уже нанесён джем или крем.
Модуль работает синхронно с движением транспортёра и сопровождает продукт во время операции. Это помогает точно совместить верхнюю и нижнюю части вафельного изделия.
Сформированные заготовки проходят через устройство прижима. На этом этапе сэндвич принимает окончательную форму, начинка распределяется между двумя вафлями, а изделие подготавливается к подаче на упаковочный модуль.
Результат участка: из двух венских вафель формируется готовый сэндвич с начинкой, пригодный для последующей упаковки в Flow Pack.
Горизонтальная упаковочная машина ЛИНЕПАК Ф3М выполняет упаковку готовых вафельных сэндвичей в трёхшовный пакет Flow Pack из рулонного термосвариваемого материала.
Машина может работать с прозрачной плёнкой без фотометки и с плёнкой с фотометкой для центрирования дизайна упаковки. Узел размотки оснащается двумя рулонодержателями, устройством центрирования рулона и автоматическим устройством склейки плёнки.
Упаковочный модуль оснащается термотрансферным принтером для нанесения переменной информации, устройством вытеснения излишков воздуха, отрезными ножами, устройством сдува пустых пакетов и устройством сдува неуложенного продукта.
Готовый продукт может упаковываться по одному сэндвичу или по два сэндвича в упаковке. Окончательный формат определяется по изделию, упаковочному материалу, требуемой длине пакета и задачам производственной линии.
Практическая выгода: линия связывает формирование вафельного сэндвича и индивидуальную упаковку Flow Pack в едином потоке.
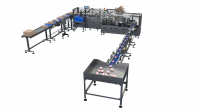
После упаковки продукт перемещается на приёмный транспортёр. Между транспортёрами упаковочного модуля и перемещения продукта может устанавливаться аппликатор, который наносит этикетку на продольный шов упаковки.
Далее упакованные изделия укладываются в гофрокороб. После наполнения короб подаётся на автоматический заклейщик. Оборудование закрывает передний, задний и боковые клапаны короба и фиксирует их липкой лентой.
После заклейки короб поступает на отводящий транспортёр. На выходе может выполняться нанесение этикетки на торцевую поверхность короба, что удобно для складской идентификации и дальнейшей логистики.
Для кондитерского производства: линия помогает связать нанесение начинки, упаковку Flow Pack, маркировку и подготовку гофрокоробов в единый технологический маршрут.
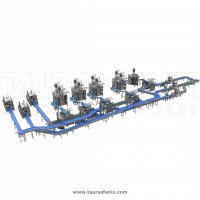
Линия предназначена для нанесения начинки на венские вафли, формирования сэндвича из двух изделий и последующей упаковки готового продукта в Flow Pack.
Параметры подбора: геометрия вафли, масса изделия, консистенция начинки, объём дозы, температура продукта, количество изделий в упаковке, тип плёнки и требования к маркировке.
Практическая выгода: линия позволяет сократить ручные операции после выпечки, стабилизировать нанесение начинки и связать формирование вафельного сэндвича с индивидуальной упаковкой Flow Pack.
| Назначение линии | Контроль вафельной продукции, нанесение начинки, формирование сэндвича и упаковка в Flow Pack. |
| Продукт | Венские вафли. |
| Размер одной вафли | 75×75×15 мм. |
| Масса одной вафли | 15–17 г. |
| Тип начинки | Джем; крем на жировой или фруктовой основе. |
| Объём фасовки джема | 17 мл. |
| Объём фасовки крема | 15–20 мл. |
| Температура фасовки начинки | 20–30 °C. |
| Консистенция начинки | Густая сметана. |
| Производительность подачи вафель | До 216 шт/мин на входе линии. |
| Количество изделий в ряду на входе | 4 шт. |
| Быстродействие модуля нанесения начинки | До 30 циклов/мин. |
| Тип дозирования начинки | Объёмно-поршневой дозатор. |
| Количество ручьёв дозирования | 8 ручьёв. |
| Диапазон дозирования | 10–75 мл. |
| Бункер начинки | 200 л, с обогревом, мешалкой и шнековым нагнетателем. |
| Количество бункеров начинки | 2 шт. |
| Бункер станции подачи начинки | 60 л. |
| Производительность станции подачи начинки | 350–1200 см³/мин. |
| Быстродействие модуля формирования сэндвича | До 30 циклов/мин. |
| Упаковочная машина | ЛИНЕПАК Ф3М, правостороннее исполнение, верхняя размотка плёнки. |
| Тип упаковки | Трёхшовный пакет Flow Pack. |
| Быстродействие упаковочного модуля | До 120 циклов/мин. |
| Упаковочный материал | Полипропиленовая термосвариваемая плёнка. |
| Толщина плёнки | 30–40 мкм. |
| Расчётная ширина плёнки | 250 мм для сэндвича из двух вафель; 250 мм для двух сэндвичей из двух вафель. |
| Максимальная ширина рулона | До 600 мм. |
| Максимальный диаметр рулона | До 350 мм. |
| Внутренний диаметр рулона | 75–77 мм. |
| Максимальная масса рулона | До 25 кг. |
| Фотометка | 5×15 мм, тёмная на светлом фоне или светлая на тёмном фоне. |
| Гофрокороб | American Case, внутренний размер 330×260×200 мм. |
| Заклейщик коробов | SPM-ЗКА-25. |
| Производительность заклейщика | До 20 коробов/мин. |
| Клейкая лента | Скотч-лента шириной 50 мм, втулка 76 мм. |
| Условия эксплуатации | Закрытое сухое отапливаемое помещение, температура +10…+35 °C, относительная влажность не более 60%. |
Важно: фактическая производительность зависит от характеристик вафель, консистенции начинки, объёма дозы, формата упаковки, параметров плёнки, длины пакета и синхронизации всех модулей линии.
Состав линии подбирается под продукт, формат вафельного сэндвича, производительность, упаковочный материал и требования к маркировке готовой продукции.
Что закрывает этот состав линии: контроль продукта, нанесение начинки, формирование сэндвича, индивидуальную упаковку Flow Pack, маркировку и подготовку гофрокороба к дальнейшей логистике.
Конфигурация линии может адаптироваться под тип вафельного изделия, начинку, упаковочный материал, количество изделий в упаковке, схему транспортировки и требования к маркировке.
Рекомендуемая логика выбора: итоговую конфигурацию линии лучше определять после согласования размера вафли, вида начинки, объёма дозы, количества изделий в упаковке, параметров плёнки, схемы маркировки и формата гофрокороба.